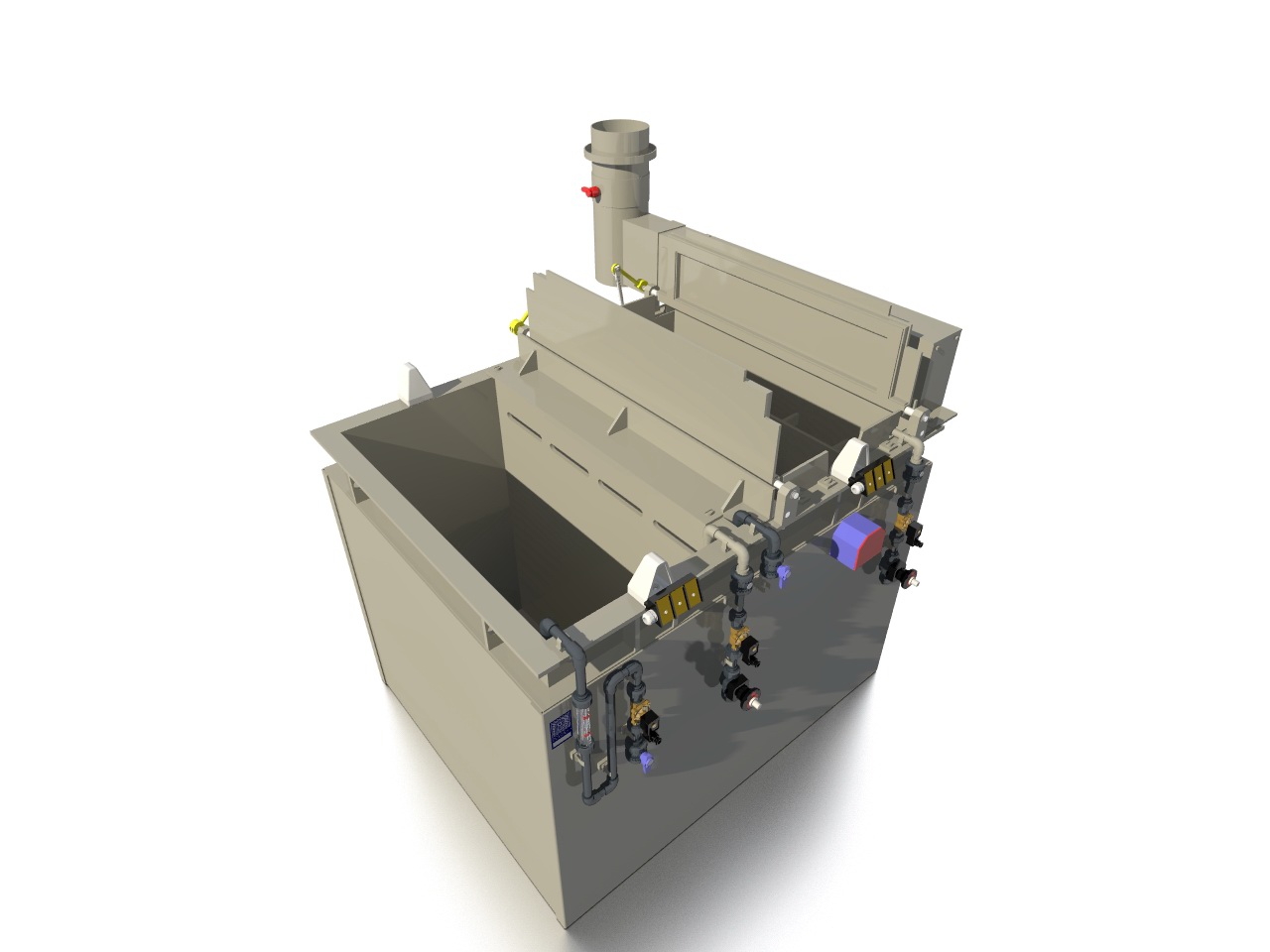
Ванны промывочные
Ванны промывочные входят в состав линий нанесения гальванических покрытий и предназначены для промывки обрабатываемых деталей от рабочих растворов перед очередной технологической операцией. Широкий ассортимент конструктивного исполнения промывочных ванн обусловлен следующими факторами:
- Принятый способ промывки: погружной, аэрозольный, струйный или комбинированный.
- Температурный режим промывки.
- Принятая схема промывки для данной технологической операции.
- Характеристики промывного раствора и т.д.
Вне зависимости от назначения и конструктивного решения промывочные ванны для деталей производства Полипласт соответствуют требованиям безопасности, являются долговечными, а также удобными в эксплуатации и обслуживании.
Конструктивные особенности и особенности эксплуатации промывочных ванн
Ванны для промывки обрабатываемых деталей по способу очистки классифицируются:
- Ванны проточной промывки;
- Ванны улавливания (непроточной промывки);
- В зависимости от температуры промывной воды выделяют ванны холодной, теплой (температура воды +40…+60°С) и горячей промывки (температура воды более +60°С);
- По количеству каскадов промывки различают одно- и двух- и более каскадные промывки.
Ванны улавливания применяются после ванн с токсичными или ценными компонентами. Позволяют снизить расход компонентов растворов при условии использования воды из ванн улавливания: для пополнения уровня раствора в рабочих ваннах, для приготовления и корректировки растворов ванн химической и электрохимической обработки. Ванны теплой промывки используются для повышения качества отмывки деталей, например, после операций обезжиривания, хроматирования и химического оксидирования.
Ванны горячей промывки применяют, например, после обезжиривания и травления в щелочных растворах, перед операцией сушки.
Применение ванн многокаскадной противоточной промывки позволяет значительно сократить расход воды на промывку.
Конструктивно ванны промывки состоят из следующих узлов.
- Корпус ванны может быть выполнен из пластика или нержавеющей стали в зависимости от состава отмываемого раствора и температуры промывочной воды.
- В большинстве случаев промывочная ванна укомплектована сливным патрубком с запорной арматурой.
- Ванны проточной промывки оборудуются переливным карманом с переливным патрубком.
- Ванны теплой и горячей промывки снабжены нагревателями, датчиками контроля температуры и уровня.
- Повышению качества промывки деталей и сокращению расхода воды способствует комплектование промывочных ванн устройствами перемешивания сжатым воздухом (барботаж) и устройствами струйной промывки (душирование).
Где купить промывочные ванны?
Компания ООО «Полипласт» предлагает промывочные ванны для деталей в широком ассортименте типоразмеров и конструктивных исполнений. Собственное производство в г. Псков позволяет предприятию изготавливать емкости из химически стойких материалов с учетом необходимой производительности гальванического производства заказчика и требований по качеству финишной обработки изделий.
Наш завод имеет большой опыт поставки оборудования на предприятия аэрокосмической, автомобилестроительной, судостроительной, оборонной и других отраслей, желающие построить гальваническое производство или провести техническое перевооружение с целью повышения производительности и безопасности производственного процесса с учетом требований действующих нормативных документов.
На все выпускаемые изделия предоставляется гарантия.
Источник
6.1.5. Ванны
Ванны предназначены для выполнения операций, предусмотренных технологическим процессом. Они представляют собой прямоугольные сварные емкости, снабженные набором стандартных унифицированных элементов конструкции — опорами-ловителями, опорами-изоляторами, теплообменниками, барботерами и т.д. Все ванны снабжены сливным штуцером, выполненным заподлицо со дном ванны, имеющим уклон 1:50 или 1:100 в сторону штуцера.
Ванны устанавливают на фарфоровые опоры-изоляторы, ванны с подогревом теплоизолируют. При необходимости, вдоль длинной стороны ванны размещают бортовые вентиляционные отсосы.
Габариты ванн серийно изготавливаемых линий чаще всего имеют следующие внутренние размеры (длина, ширина, высота):
b 800 (630 * ) 800 (630 * ) 800 (630 * )
где 800 — внутренний размер гальванической ванны,
630 * — внутренний размер химической ванны.
Габариты прочих ванн, а также их наружные размеры приведены в ГОСТе или справочнике [41, 48].
Внешний вид ванн различного назначения показан на рис.6.13.
Наиболее простой по конструкции является ванна химической обработки. Такие ванны предназначены для травления, активации, наполнения оксидной пленки. Такая же ванна может использоваться в промывочном комплексе, как ванна улавливания.

Рис. 6.13. Схемы ванн в автоматизированной гальванической линии с гибким циклом
А- ванна химической обработки, Б — гальваническая ванна, В- ванна электрохимического обезжиривания Г — промывная ванна, Д- промывная каскадная ванна.
1 — корпус, 2 — опоры-изоляторы, 3-опоры-ловители, 4-анодные штанги, 5-сливной штуцер, 6-переливной штуцер.
Ванна для нанесения гальванических покрытий отличается большей шириной, что обусловлено необходимостью размещения анодов вдоль длинных стенок ванн. При необходимости, ванны могут комплектоваться нагревателями, холодильниками и барботерами. Холодильники размещают вдоль стенок вертикально, нагреватели — или у стенок, или вдоль дна.
Ванна электрохимического обезжиривания отличается от гальванической ванны наличием переливного кармана, предназначенного для периодического обмена электролита и отделения жировых загрязнений, удаленных с поверхности детали. Ширина кармана составляет около 100 мм.
Ванны промывки также показаны на рисунке 6.13. Для проточной промывки применяются ванны, аналогичные ваннам химической обработки, но снабженные переливным карманом. В состав промывочного комплекса АЛГ входят также ванны каскадной промывки, состоящие из нескольких промывных отсеков, отделенных друг от друга внутренней перегородкой. Вода подается только в один отсек, а в остальные она перетекает самотеком через перегородки. Уровень воды в разных отсеках ванны при этом различен.
Промывные ванны (рис.6.14) применяются для промывки деталей после каждой технологической операции. Промывку можно производить методом погружения (объемный метод промывки), струйным методом (метод душирования) и комбинированным методом. Для качественной промывки деталей необходима циркуляция воды вдоль их поверхности. Поэтому подвод и отвод воды к промывным ваннам осуществляется сверху и снизу.
Из объемных методов промывки наиболее эффективна промывка с перемешиванием пузырьками воздуха. Воздух от вентилятора подается в ванну через барботер с расходом 0,2 л/мин на один литр воды в ванне.
Струйный метод применим при промывке деталей простой формы или для смыва с поверхности деталей вязкого электролита. По расходу воды он более экономичен по сравнению с объемными методами, поскольку вода пускается только при опускании деталей в ванну. Для пуска воды у опоры-ловителя помещают клапан, на который нажимает основание подвески.
Детали, обрабатываемые в барабанах, промывают погружением в проточную воду.
В зависимости от температуры промывных вод, промывки делят на холодные, теплые (до 50 о С) и горячие (до 80 о С). В многоступенчатых промывных ваннах допускается комбинация “горячая — теплая” или “теплая — холодная” промывки. При этом тепло подводится только к более нагретому отсеку ванны.

Рис. 6.14. Схемы организации промывки.
1 — непроточная промывка 2- проточная промывка, 3- проточная промывка с барботажем, 4- каскадная промывка, 5- душирование.
Материал для изготовления и футеровки ванн.
Для изготовления корпусов ванн холодной промывки, декапирования, улавливания, осветления, цинкования и др. применяют Ст.3 с футеровкой. Футеровка — это облицовка внутренних поверхностей ванн химически стойким материалом для защиты от разрушения при взаимодействии с агрессивными электролитами и предотвращения загрязнения электролитов продуктами коррозии корпусов ванн. В качестве футеровки чаще всего используют жесткий винипласт ВН или пластифицированный пластикат толщиной 1-20 мм, резину и другие материалы, в зависимости от вида агрессивной среды. Винипласт выпускается в виде листов размерами 500х1300 мм. Сварка винипласта осуществляется винипластовым прутком, расплавляемым струей горячего воздуха. В этом случае футеровка представляет собой вкладыш в ванну. Пластикат ПП-КЭ или П57-40КЭ — эластичный термопластичный материал. Футеровка осуществляется наклеиванием листов с помощью клея №88.
Гуммирование- нанесение невулканизированной резины (методом намазки, напыления или наклеивания) толщиной 1,5 мм с последующей вулканизацией горячим солевым раствором или острым паром.
Для изготовления корпусов ванн горячей промывки или электрохимического обезжиривания применяют нержавеющую сталь Х18Н9Т или аналогичную без футеровки. Это связано с пассивацией стали в щелочной среде, каковой является электролит обезжиривания, содержащий NaOH и Na2CO3 .
Ванны хромирования традиционно футеровали листами свинца С1 или С2 толщиной 0,2-15 мм и шириной 500, 600, 750-1200 мм. Свинцовая футеровка устойчива к действию серной, щавелевой, уксусной и фосфорной кислот, что связано с образованием на его поверхности труднорастворимой пленки. Однако свинец обладает малой механической стойкостью, высокой ползучестью при повышенных температурах. Такая футеровка легко разрушается и очень тяжелая. Более перспективным в этом случае является использование пентапласта. Кроме того, ванны хромирования можно делать из титана типа ВТ0, ВТ1 или низколегированного титанового сплава ОТ4. Ванны могут использоваться без футеровки, высокая стоимость титана (по сравнению со сталью Ст3) компенсируется сроком службы в пять раз большим, чем срок службы стальных футерованных ванн.
Источник